Microcontroller memiliki semua peralatan pokoknya sebagai sebuah komputer dalam satuchip. Peralatan tersebut diantaranya adalah:
- pemroses (processor)
- Memori,
- Input dan output
Kadangkala pada microcontroller ini beberapa chip digabungkan dalam satu papan rangkaian. Perangkat ini sangat ideal untuk mengerjakan sesuatu yang bersifat khusus, sehingga aplikasi yang diisikan ke dalam komputer ini adalah aplikasi yang bersifatdedicated. Jika dilihat dari harga, microcontroller ini harga umumnya lebih murah dibandingkan dengan komputer lainnya, karena perangkatnya relatif sederhana. Contoh alat ini diantaranya adalah komputer yang digunakan pada mobil untuk mengatur kestabilan mesin, alat untuk pengatur lampu lalu lintas, dan lain-lain. Ada bnyak macam IC Microcontroler salah satunya sebagai berikut:









- pemroses (processor)
- Memori,
- Input dan output
Kadangkala pada microcontroller ini beberapa chip digabungkan dalam satu papan rangkaian. Perangkat ini sangat ideal untuk mengerjakan sesuatu yang bersifat khusus, sehingga aplikasi yang diisikan ke dalam komputer ini adalah aplikasi yang bersifatdedicated. Jika dilihat dari harga, microcontroller ini harga umumnya lebih murah dibandingkan dengan komputer lainnya, karena perangkatnya relatif sederhana. Contoh alat ini diantaranya adalah komputer yang digunakan pada mobil untuk mengatur kestabilan mesin, alat untuk pengatur lampu lalu lintas, dan lain-lain. Ada bnyak macam IC Microcontroler salah satunya sebagai berikut:
Micro 7.0 adalah sebuah graphical IDE (Integrated Development Environment) untuk mikrokontroler keluarga MCS-51 yang menggunakan compiler ASEMW.EXE. Dengan demikian, sintak yang digunakan dalam Micro 7.0 adalah sintak ASEMW jika ditulis menggunakan bahasa assembly.
Selain menggunakan bahasa assembly, Micro 7.0 juga bisa menggunakan bahasa c untuk menulis programnya, yaitu menggunakan SDCC.
Micro 7.0 mengintergrasikan editor yang dilengkapi dengan code explorer, code hint, dan auto completion sehingga penulisan program menjadi lebih mudah. Dan dengan adanya simulator, Anda akan dimudahkan dalam memahami jalannya program dan pada saat melacak kesalahan logika program.
Micro 7.0 memberikan fitur-fitur tambahan dari versi sebelumnya yang akan menambah kemudahan Anda membuat proyek mikrokontroler. Fitur-fitur baru tersebut antara lain:
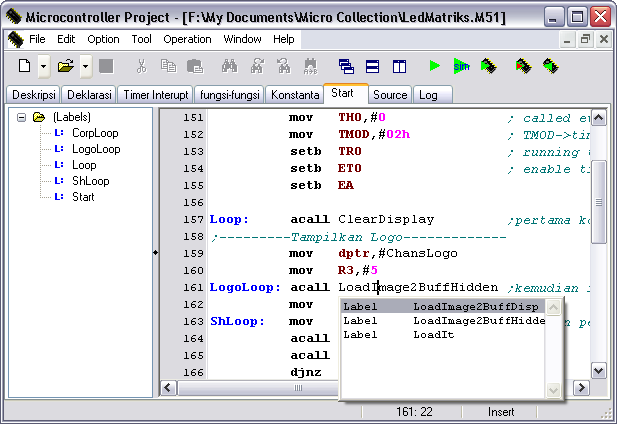
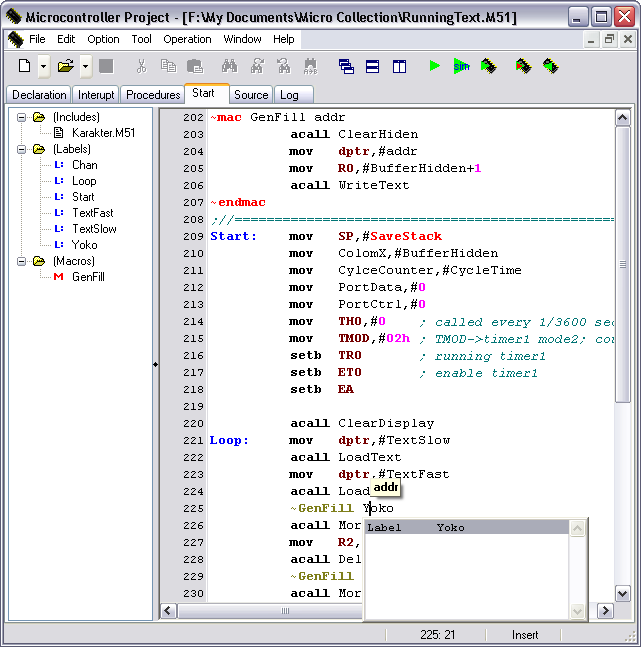
- Code ExplorerJika kita membuat sebuah deklarasi variabel, maka secara otomatis variabel-variabel tersebut akan dibuat daftarnya dan akan muncul pada panel kiri dari setiap editor. Demikian juga dengan label yang telah kita buat, makro yang kita buat dan lain-lain.Daftar yang dibuat di panel kiri diurutkan berdasarkan abjad, bukan posisi. Dengan klik ganda pada obyek yang dituju, kursor akan ditempatpan di posisi obyek tersebut dituliskan.
- Auto CompletionDengan adanya auto completion, saat kita menulis program, kita akan disuguhi pilihan dengan obyek-boyek yang telah kita buat. Dengan demikian, penulisan program bisa menjadi lebih cepat dan tidak mudah terjadi salah tulis.
Code completion muncul secara otomatis atau bisa dipanggil dengan tombol Ctrl+SpasiCode completion ini akan secara otomatis muncul jika kita membuat spasi dan saat itu merupakan bagian yang tepat untuk menambahkan kode. Sebagai contoh, saat kita membuat spasi setelah menuliskan acall, maka yang akan dimunculkan adalah semua label yang telah dibuat. Demikian juga jika kita menulis mov, maka setelah menambahkan spasi akan segera dimunculkan semua variabel yang telah kita buat.Kita juga bisa memanggil agar code completion ini muncul dengan cara menekan tombol Ctrl+Spasi. Jika kita menulis program dalam bahasa C, maka code completion ini tidak akan muncul secara otomatis, kita harus memanggilnya untuk muncul dengan menekan tombol Ctrl+Spasi. - Code HintJika kita membuat makro atau fungsi pada penulisan program C, maka terkadang kita lupa akan parameter apa saja yang dimiliki oleh makro atau fungsi tersebut. Saat kita menulis sebuah pemanggilan makro atau fungsi, maka secara otomatis akan dimunculkan hint yang menunjukkan parameter yang dimiliki oleh makro atau fungsi tersebut.
Code Hint membantu menunjukkan parameter pada makro atau fungsi. Muncul secara otomatis atau bisa dipanggil dengan menekan tombol Ctrl+Shift+SpasiDan sama seperti code completion, jika code hint tidak muncul secara otomatis, maka kita bisa memanggilnya agar muncul dengan menekan tombolCtrl+Shift+Spasi.
Hal yang paling menarik dari Microcontroller Project adalah integrasi dengan simulator yang bisa dilink ke berbagai program/simulator lain. Kemampuan simulator yang bisa dilink ke simulator lain ini menjadikan Microcontroller Project sangat memudahkan kita dalam merancang sistem berbasis mikrokontroler.
Contoh bentuk hardware microcontroleer dan aplikasinya:


Berikut ini merupakan beberapa contoh aplikasi microcontroler pada robot robot:
















